


社内教育として使用できるパワーポイント、PDFで作成した『ものづくり』『カイゼン』等教育資料が無料で閲覧できます。
また、資料をダウンロードしたい場合は一度、該当する改善資料ページのスライドシェア(slideshare)サイトに移動しでダウンロードボタン(download)を押せば無料でダウンロードボタンできます。
改善提案、改善事例、改善ネタ等を見つけたい場合の参考にしてください。
効果的な工場改善教育の方法
工場改善教育を効果的に行うためには、従業員の意識改革と実践的なスキル習得を両立させる必要があります。以下に、具体的な方法とポイントをまとめました。
教育の目的と目標の明確化
- 目的の明確化:
- 工場改善教育の目的を、生産性向上、品質向上、コスト削減、安全確保など、具体的な目標と結びつけて明確にします。
- 従業員に、教育が自分たちの業務にどのように役立つかを理解してもらうことが重要です。
- 具体的な目標設定:
- 教育プログラムを通じて、従業員にどのような知識やスキルを習得してほしいかを具体的に設定します。
- 例:改善手法の理解、問題解決能力の向上、データ分析スキルの習得など。
実践的な教育プログラムの設計
- 現場に即した内容:
- 実際の現場で発生している問題や課題を題材に、ケーススタディやワークショップを行います。
- 現場のデータを活用し、具体的な改善事例を紹介します。
- 体験型学習:
- シミュレーションやロールプレイングを取り入れ、従業員が主体的に参加できるプログラムを設計します。
- 改善活動を実際に体験することで、知識の定着を図ります。
- 継続的な学習:
- 一度の研修で終わらせず、定期的なフォローアップや継続的な学習機会を提供します。
- eラーニングやオンライン教材を活用し、時間や場所にとらわれずに学習できる環境を整備します。
多様な教育手法の活用
- OJT(On-the-Job Training):
- 現場での実務を通して、改善スキルを習得します。
- 経験豊富な従業員がトレーナーとなり、マンツーマンで指導します。
- OFF-JT(Off-the-Job Training):
- 研修やセミナーを通して、改善に関する知識や理論を習得します。
- 外部の専門家を招き、専門的な知識やスキルを習得する機会を提供します。
- eラーニング:
- 動画やインタラクティブ教材を活用し、効率的な学習を促進します。
- 従業員の学習進捗を管理し、個別のフィードバックを行います。
改善活動の定着化
- 改善提案制度の導入:
- 従業員からの改善提案を積極的に受け付ける制度を導入します。
- 改善提案は評価し、積極的に採用することで、従業員のモチベーションを高めます。
- 改善チームの組成:
- 部門横断的な改善チームを組成し、継続的な改善活動を推進します。
- 改善チームは、定期的に活動報告を行い、改善事例を共有します。
- 改善成果の評価と共有:
- 改善活動の成果を定期的に評価し、従業員にフィードバックします。
- 改善事例や成果を共有し、組織全体の改善意識を高めます。
教育効果の測定と改善
- 教育効果の測定:
- 教育プログラムの前後で、従業員の知識やスキルの変化、現場の改善状況などを測定します。
- アンケートやインタビュー、現場観察など、多様な方法で効果を測定します。
- プログラムの改善:
- 効果測定の結果を踏まえ、教育プログラムの内容や方法を改善します。
- 従業員からのフィードバックを積極的に取り入れ、より効果的なプログラムを目指します。
よく使われる、工場改善教育テーマ
5S(整理・整頓・清掃・清潔・しつけ)
ムダの種類(動作、在庫、待ち、運搬など)
ヒューマンエラー対策(ポカヨケ)
標準作業の作り方
TPM(設備保全)
QCストーリー、なぜなぜ分析
IE手法(作業分析、時間分析)
改善提案の書き方
これらの方法を組み合わせることで、工場改善教育の効果を最大化し、持続的な改善を実現できます。
工場 改善 教育資料 フリー
改善の語源、意味および工場で改善する場合の進め方、考え方、手法および具体的な改善提案の書き方を新人向けに解説。
kaizen 基礎教育
概要:Kaizenとは? 改善(かいぜん)の一般的意味は悪い状態を改めて善くすることであるが、製造業で用いられる用語として の改善は、工場の作業者が中心となって行うボトムアップ活動のことである。 概要 : 改善活動の内容は生産設備の改造や工具の新作、ポカヨケの製作など業務効率の向上や作業安全性の 確保、品質不具合防止など生産に関わる範囲全てにわたる。 改善は、今日ではしばしばKaizenと表現される。
工場改善 現状活用編
概要:カイゼンの使い方、『知識』を『知恵』に転換 ・調べる ・聞く ・現場・現物 ・選択 ・トライ ・評価 知識を現場の状況に適合できるよう知恵を出す。
関連記事: 工場改善 カイゼンー 現状活用編
工場改善 カイゼン Kaizen 事例集
概要:工場 改善提案ネタ、改善提案事例、改善提案書き方を掲載
関連記事: 工場改善 カイゼン Kaizen 事例集
カイゼン Kaizenー思考編
概要:改善の意味、改善をする際の考え方を掲載。
関連記事: カイゼン Kaizenー思考編
TPM 設備改善 教育資料 フリー
設備保全の概念
TPM 生産効率の考え方
概要: 産効率化とは、 効率化を阻害する16大ロス 、設備の7大ロスの構造、 人の効率化阻害の5大ロス構造 、生産効率化の進め方、 慢性ロスと突発ロスの比較 復元とは? 、清掃は点検なり、 あるべき姿理想の姿、 微欠陥の考え方 、PM分析
関連記事: TPM 生産効率の考え方 | 設備保全活動 | 機械保全
TPM 設備保全 生産効率の個別改善
関連記事: TPM 設備保全 生産効率の個別改善 | 機械保全 | 予防保全
TPM 自主保全の展開
関連記事: TPM 自主保全の展開 | 設備保全の自主保全 | 機械保全の基礎
トヨタ カイゼン 教育資料 フリー
概要:トヨタの改善の進め方を新人を対象に説明。
トヨタ カイゼンとは、トヨタ カイゼン事例、トヨタ 見える化、トヨタカイゼン方式、ト
トヨタ改善活動事例、トヨタ改善活動手法、トヨタ 改善提案、トヨタ改善事例等
トヨタ カイゼン基礎
トヨタ 段取りの改善
概要:段取りの種類 外段取り: 機械設備を止めなくてもできる段取りのことをいう。つまり 作業を中断しなくても段取り作業が進められる。たとえば、 金型の事前準備やプレヒーティング等がある。 内段取り: 機械設備を止めなければ、できない段取りをいい、その作業 を内段取り作業その作業に費やす時間を内段取り時間という ・・・
トヨタの5S~5Sとは?
概要:5Sとは 「整理」「整頓」「清掃」「清潔」「躾け」の頭文字をとって5Sという。 もともとは製造部門を中心に、安全や品質向上を目的として取り組まれてきた 活動。 仕事を進める上での基本的な行動として、製造部門以外でも取り組まれている。 1.Seiri ・・・整理 2.Seiton・・・整頓 3.Seisou・・・清掃 4.Seiketu・・・清潔 5.Situke ・・・躾け
品質改善 基礎教育 フリー
改善のメインは品質改善です、0.1%の歩留りの改善をするだけで年間 億単位の改善効果が得られる工場が多くあります。まず初めに品質管理の基本を学び、工場での歩留り改善を実施しましょう!!
品質管理について
概要:品質管理の誕生:アメリカのベル研究所で誕生 品質を管理するという問題は,製品をつくるという場面では,時代や地域を 越えて常に存在しているが,近代的な意味での「品質管理」が生まれたのは 1920年代である・・・・
関連記事: 品質管理について
計測計量の基礎
”はかる”とは? はかる”という言葉の意味は下記のような意味である。 言葉意味備考 はかる仕上げようと予定した作業の進捗状態を数量、重さ、長さについ て見当をつける 広辞苑より (計・量・測)物の数量、または時間の度合を一定の単位と比較 して確かめる,秤、枡(ます)、ものさし、時計などの計器で測 定する。 計量、計算する。 日本国語大辞典よ り 計測器械を使って、数、量、長さ、重さなどをはかること。 計量長さや重さなど物の数量をはかること。分量、目方をはかること。 測定計器や装置を用い、ある現象を特徴づける数量を読みとること。 度量衡どりょうこう長さと体積と重さ。
標準化について
概要: 標準は組織においてくり返し共通に行われる仕事のやり方を規定するもので ある。標準を適切に定めることにより,組織活動を確実で効率のよいものとす ることができる.一方,改善は標準を改定することによって実現するが,これ が確実に行われるには改定された標準が守られなければならない.標準と改善 は相補的な関係があり,標準が徹底しない組織では改善も徹底しない。
作業標準書について
概要:”作業標準書”とは?(英語:Job instruction sheet) 作業者に作業標準を基づいて作業の仕方を示した指導書。 作業するうえで守らなければならないルールやコツをまとめたもの。 部品の持ち方、持つ位置、組み付け基準、使用する工具検査規格を記載。 *作業標準(英語:Manufacturing Standard ) 作業条件、作業方法、管理方法、使用材料、使用設備その他の注意事項などに 関する基準を定めたもの。
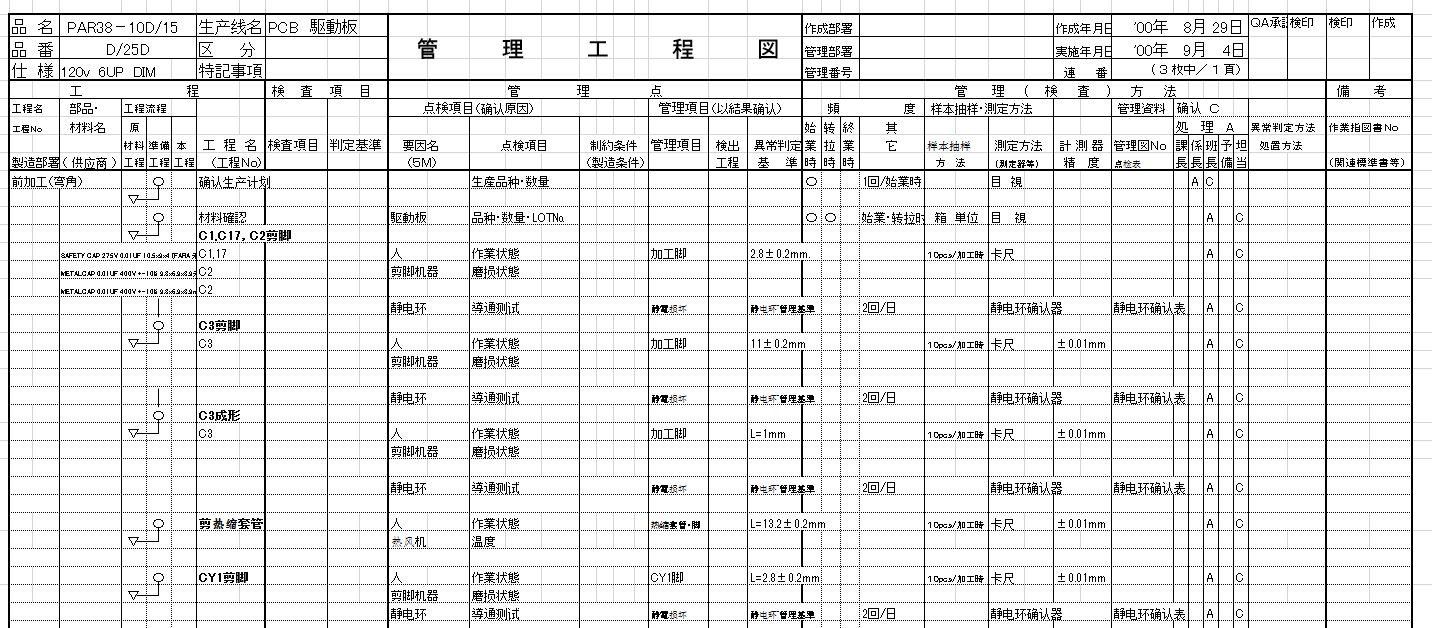
QC工程表の作成と活用、事例集
QC工程表とは? QC工程表の登場 第二次世界大戦後、アメリカから日本に品質管理の思想、方法が導入され 戦後の日本の高度成長を支える土台となり、「Made in Japan」はハイクォ リティーの代名詞となった。 この時代の品質管理は作業の標準化を中心したもので標準化手法としては「 作業標準書」が生産現場で作成され、これを活用することによりバラツキの少 ない製品が生産され、品質管理が一挙に促進された。
車載用電子部品の品質
概要:車載用製品の工程、設備管理 『異常とは?』 要因系: 作業、工程がいつもと違う。 ・音、色、手触り、速度がちがう。 結果系: 物の出来栄えがいつもと違う ・手直しが多い、少ない、初めての 不良モード ①初期清掃 ②定期点検 ③報告・連絡・相談 異常発見を高めるには?
品質改善活動の進め方
概要: 小集団活動の定義を、日常の行動レベルに合わせて5W1Hの考え方で整理すると、次のとおりです。 ・な ぜ(Why)……従来の組織や職制ではなかなか眼の届かない、職場のきめ細かい問題について、 ・だれが(Who)……同じ職場の人達が数名集まって、一つのグループを作り、 ・どこで(Where)……そのグループの中で各人の役割分担を明確にして、 ・い つ(When)……ちょっとした仕事の合間や、就業後の短い時間を活用して、 ・なにを(What)……職場の身近な問題を発見し、解決していくために、 ・どのように(How)……管理・監督者の指導・助言を受けながら、直接仕事にタッチしている人達の 知恵と身体で、解決していく活動である。
改善提案報告書の書き方、改善活動 発表事例、資料
改善活動 発表事例です。改善提案報告書の書き方の参考にして下さい。
食品工場 改善提案
食品工場で改善をおこなう時に参考になる資料です。食品工場での品質改善の進め方として活用してください。
安全衛生 改善 進め方 資料 フリー
工場、病院、介護施設での改善の進め方の資料です。
労働安全 改善事例
病院、介護の改善事例
概要:病院、介護の具体的な5Sをメインとした改善事例です。
問題解決 手法 フリー
問題、課題を解決し改善する為の業務改善の方法、手法、ツールについての解説。
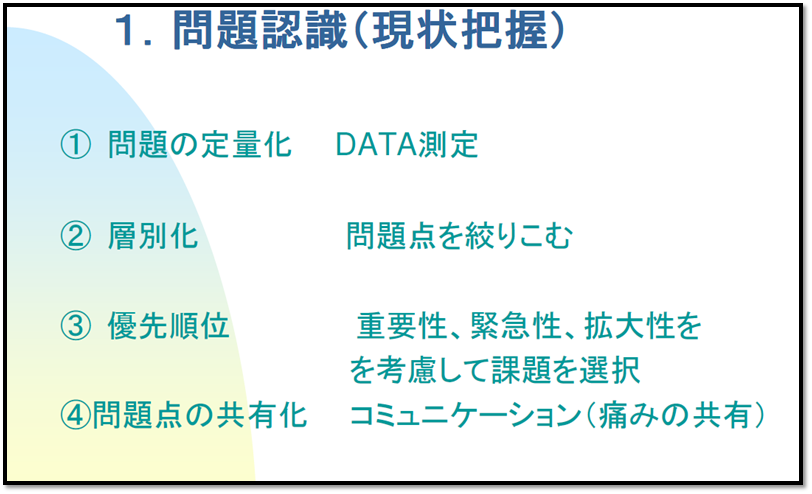
問題解決基本手順
概要:問題解決の基本手順 ① 問題認識 何が問題か、どの位問題か? ② 目標設定 どこまで改善するか? ③ 原因分析 何故、問題が生じているか? ④ 対策立案 どうすれば原因が解消されるか? ⑤ 対策評価 問題がどれだけ解決されたか?
なぜなぜ分析


コメント