




正味時間とは
作業を順序どおりに行った1サイクルの最小時間のことをいう。実質的な加工作業のみにかかる時間を意味し、何回かに1回行う品質チェックや刃具交換時間は含まない。標準作業票のチェック項目の1つでもある。
●正味時間=作業者1人の標準作業での1サイクルの作業時間
下記に関連用語を記載します。
標準時間 structure of standard time
その仕事に適正を持ち、習熟した作業者が、所定の作業条件の基で必要な余裕を持ち、正常な作業ペースによって仕事を遂行していくために必要な時間。
備考:標準時間の構成は下記のとおりである。
主体作業時間とは作業サイクル毎、または一定周期毎に発生する作業時間で主作業と付随作業時間に分けることができる。準備段取業時間とはロット毎、始業直後及び終業の直前に発生する準備、後始末、段取り、運搬などの作業時間をいう
引用:日本規格協会 QM用語
標準時間は下記のように定義されています。決められた方法と設備で、決められた作業条件の下で、その仕事に要求される特定の熟練度を持った作業者がその仕事について訓練され肉体的に適用するようになりその職務を充分に遂行出来ると考えられる状態で標準の速さで作業を行う時に一単位の仕事を完成するのに必要な時間である。
標準時間は、実現可能な最良の方法(Best Way)でその作業を実行した場合に、必要とされる時間で
“あるべき姿”の時間値です。
方法を伴わない理想の時間値(ありたい姿)でも、実際の実績値(あるがままの姿)でもありません。
標準時間は作業手順から求める時間値(基本時間)と8時間作業を継続する為の付加時間(余裕時間)の和で求められます。標準時間=基本時間+余裕時間=基本時間(1+余裕率)=基本時間×余裕係数
タクトタイム tact time
各作業工程が同期して作動する時間スロット
加工された製品がそのラインから送り出されてくる時間間隔
流れ作業のようなラインシステムで用いらピッチタイムともいう。
つまり、この時間によってラインの生産量すなわち生産能力が決められる。
引用:日本規格協会 QM用語
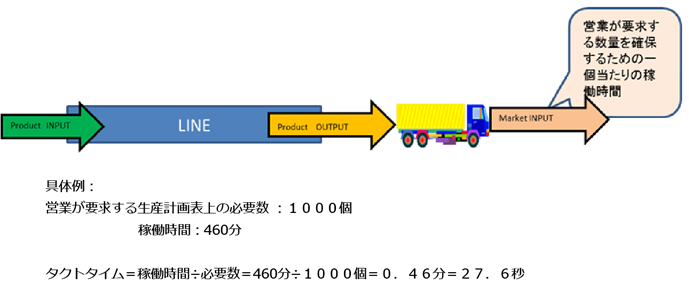
タクトタイムの計算式は下記のとおり
タクトタイム = 稼働時間÷必要数*必要数とは生産計画上、必要とされる生産量のこと。
タクトタイムは、マーケットインの考え方です。
New Industrial engineering and Time.htm[2/14/2015 9:31:18 AM]
タクトタイムはお客様に買っていただけるスピードに合わせて製品一個を何分何秒毎に生産しなければならないかを表す基準時間です。
タクトタイムは工場全体のリズムを刻みます。全体最適化を目指し、リードタイムを短縮(工程間の仕掛かり在庫低減)しながら生産性を上げていくためには各工程をリズムを合わせてモノを繋ぐ必要があります。
全ての工程の作業をタクトタイムに同期化させることにより、工場全体のリズムを作ることになります。
サイクルタイム cycle time
作業を行うのに必要な正味の時間。つまり損失(余裕)を考えない場合の作業時間。標準工数構成する最も重要な時間で普通正味の主作業時間と付随作業時間の和で表せられる。
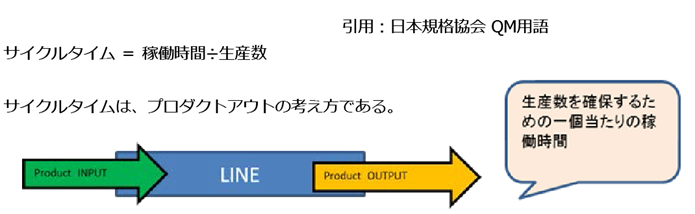
1個の製品を準備したり、加工したりするのに要する時間をサイクルタイム。
●サイクルタイム=製品1個をどのくらいの時間で作らなければならないか。
(計画時間)÷(生産計画数)
1個の製品が準備~梱包までにかかる時間をタクトタイム。
●タクトタイム=製品1個をどれだけの時間で生産すべきか。
(日当たり稼働時間)÷(日当たり必要数)
関連記事:ものづくりのタイム管理
正味稼働時間
「正味稼働時間(しょうみかどうじかん)」とは、実際に作業や仕事に充てられた時間のことを指します。単に「稼働時間」と言う場合もありますが、「正味」という言葉がつくことで、無駄な時間や待機時間、休憩時間などを除いた純粋な作業時間という意味になります。
例:
勤務時間:8時間
休憩時間:1時間
会議や雑談、待機などの非作業時間:2時間
→ 正味稼働時間 = 8時間 – 1時間 – 2時間 = 5時間
正味作業時間
正味作業時間は、実働時間の一部で、付加価値を生み出す作業に要する時間を指します。主体作業時間と準備段取り時間から構成されています。
【正味作業時間の構成】
主体作業時間:素材に付加価値を加える作業、具体的には製品の加工作業や組立作業、企画書や設計書の作成など
付随作業時間:主体作業を遂行するための補助的な作業、具体的には工作品操作時間、機械操作時間、検測時間など
【正味作業時間の活用】
超短納期を目指す経営者は、実働時間に占める正味作業時間の割合を増やす必要があります。
正味作業時間比率を増やせば、労働生産性も増えます。
トヨタなどでは、正味作業時間比率を重視する指標としています。
【正味作業時間とサイクルタイム】
サイクルタイムは「製品1つを作り上げるのにかかった正味の時間」を指します。
サイクルタイムは、製品の品質や生産性、さらにはコストなどの要因と密接に関連しています。
余裕時間
「余裕時間(よゆうじかん)」は、計画や作業においてバッファ(余白)として確保しておく時間のことを指します。想定外のトラブルや遅延に備えて、あらかじめ余裕を持たせておくことで、スケジュールの遅延や品質の低下を防ぐ目的があります。
具体例:
ある作業の標準時間が 3時間 → でもスケジュールには 4時間 確保
→ この 1時間が余裕時間
よく使われる場面:
プロジェクト管理:納期に遅れないよう余裕時間を見込む
製造業・建設業:設備トラブルや天候などのリスクに備えて
日常生活やタスク管理:移動時間や予備の時間として計画に組み込む
関連する言葉:
バッファ時間(Buffer Time)
マージン時間(Margin Time)
クッション時間(日常会話での言い回し)
正味時間とレイティング係数
「正味時間」と「レイティング係数(Rating Factor)」は、主に**作業分析(作業測定、標準時間の設定)**などで使われる概念です。特に製造業や工程管理の現場でよく登場します。
レイティング係数(Rating Factor)とは?
これは、作業者の作業スピードや熟練度を評価するための補正係数です。
標準的な作業者と比べて、その作業者が「どれくらい速いか・遅いか」を数値化します。
例えば:
標準的な速さ:100%(または 1.0)
速い人:110%(1.1)
遅い人:90%(0.9)
標準時間の求め方:
作業の**標準時間(Standard Time)**は、以下のようにして求めます:
もっと具体的に言うと:
例:
正味時間:10分
レイティング:110%(作業者が少し速い)
余裕率:10%(突発対応などに備えて)
作業をどれくらい正確に評価して、現実的な工程計画や人員配置をするかがこの計算にかかってます。
*正味時間を測定、管理する為のアプリは下記です。
おすすめ 時間管理アプリ
Hours Time Tracking
「Hours Time Tracking」は、時間管理や作業時間の記録に使えるタイムトラッキングツールのひとつです。特にフリーランスやリモートワーカー、小規模チームに人気があります。
主な特徴:
プロジェクトごとの時間管理
→ クライアントやプロジェクトごとに時間を記録できるタイマー機能
→ ワンクリックでスタート・ストップできるタイムライン表示
→ いつ何をしていたか、視覚的に確認可能レポート出力
→ 請求書や報告書用に時間の記録をCSVやPDFで出力可能モバイルアプリあり(iOS)
→ 外出先や移動中でも時間管理できる
こんな人におすすめ:
自分の正味稼働時間を把握したい人
案件ごとに請求用の作業時間を記録したいフリーランス
チームで作業時間を可視化・共有したいマネージャー
Hours Time Tracking


コメント
[…] (改善.net、JISZ8141-5508) […]