
正味時間
作業を順序どおりに行った1サイクルの最小時間のことをいう。実質的な加工作業のみにかかる時間を意味し、何回かに1回行う品質チェックや刃具交換時間は含まない。標準作業票のチェック項目の1つでもある。
●正味時間=作業者1人の標準作業での1サイクルの作業時間
標準時間 structure of standard time
その仕事に適正を持ち、習熟した作業者が、所定の作業条件の基で必要な余裕を持ち、正常な作業ペースによって仕事を遂行していくために必要な時間。
備考:標準時間の構成は下記のとおりである。
主体作業時間とは作業サイクル毎、または一定周期毎に発生する作業時間で主作業と付随作業時間に分けることができる。準備段取業時間とはロット毎、始業直後及び終業の直前に発生する準備、後始末、段取り、運搬などの作業時間をいう
引用:日本規格協会 QM用語
標準時間は下記のように定義されています。決められた方法と設備で、決められた作業条件の下で、その仕事に要求される特定の熟練度を持った作業者がその仕事について訓練され肉体的に適用するようになりその職務を充分に遂行出来ると考えられる状態で標準の速さで作業を行う時に一単位の仕事を完成するのに必要な時間である。
標準時間は、実現可能な最良の方法(Best Way)でその作業を実行した場合に、必要とされる時間で
“あるべき姿”の時間値です。
方法を伴わない理想の時間値(ありたい姿)でも、実際の実績値(あるがままの姿)でもありません。
標準時間は作業手順から求める時間値(基本時間)と8時間作業を継続する為の付加時間(余裕時間)の和で求められます。標準時間=基本時間+余裕時間=基本時間(1+余裕率)=基本時間×余裕係数
タクトタイム tact time
各作業工程が同期して作動する時間スロット
加工された製品がそのラインから送り出されてくる時間間隔
流れ作業のようなラインシステムで用いらピッチタイムともいう。
つまり、この時間によってラインの生産量すなわち生産能力が決められる。
引用:日本規格協会 QM用語
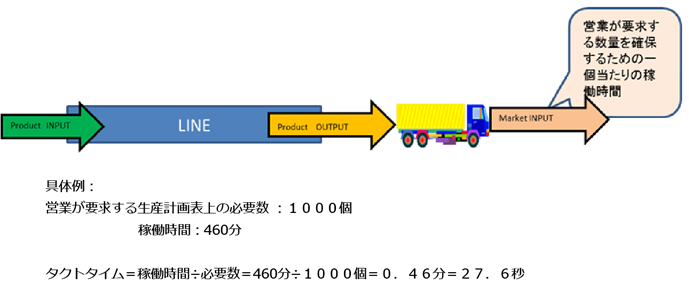
タクトタイムの計算式は下記のとおり
タクトタイム = 稼働時間÷必要数*必要数とは生産計画上、必要とされる生産量のこと。
タクトタイムは、マーケットインの考え方です。
New Industrial engineering and Time.htm[2/14/2015 9:31:18 AM]
タクトタイムはお客様に買っていただけるスピードに合わせて製品一個を何分何秒毎に生産しなければならないかを表す基準時間です。
タクトタイムは工場全体のリズムを刻みます。全体最適化を目指し、リードタイムを短縮(工程間の仕掛かり在庫低減)しながら生産性を上げていくためには各工程をリズムを合わせてモノを繋ぐ必要があります。
全ての工程の作業をタクトタイムに同期化させることにより、工場全体のリズムを作ることになります。
サイクルタイム cycle time
作業を行うのに必要な正味の時間。つまり損失(余裕)を考えない場合の作業時間。標準工数構成する最も重要な時間で普通正味の主作業時間と付随作業時間の和で表せられる。
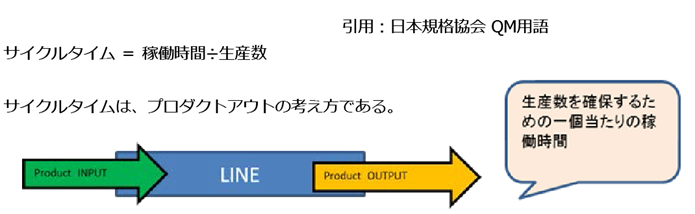
1個の製品を準備したり、加工したりするのに要する時間をサイクルタイム。
●サイクルタイム=製品1個をどのくらいの時間で作らなければならないか。
(計画時間)÷(生産計画数)
1個の製品が準備~梱包までにかかる時間をタクトタイム。
●タクトタイム=製品1個をどれだけの時間で生産すべきか。
(日当たり稼働時間)÷(日当たり必要数)
関連記事:ものづくりのタイム管理


コメント
[…] (改善.net、JISZ8141-5508) […]