IE手法平準化を進めるための効果的な手法と事例集【図解】 「平準化(へいじゅんか)の進め方 「平準化(へいじゅんか)」とは、業務や生産などの波をならして安定させることを指します。たとえば、忙しい日と暇な日の差をなくしたり、作業量のばらつきを減らしたりすることで、効率を上げたりミスを減らしたりするた...2018.12.28IE手法ジャストインタイムトヨタ生産方式
IE手法物流業界でのマテハン改善事例を徹底分析する【図解】 マテハン分析の基礎 物流センター、工場倉庫でのマテリアルハンドリングの分析、改善方法を解説、物流改善の基本については下記の記事が参考になります。 関連記事:物流改善の進め方【図解】 マテリアル・ハンドリングとは マテリアル・ハンドリング(M...2018.12.11IE手法工場レイアウト改善
IE手法現場改善に役立つIE手法の事例集を紹介【図解】 作業分析の基礎 IE手法とは? IEとは、端的に言うとモノづくりにおける3ム(ムダ・ムラ・ムリ)を改善(排除)すること。この中でとくに重要なことはムダに対する考え方であり、その分析と改善の仕方である。 具体的には機械が加工(切削)しているが...2018.12.07IE手法
工場改善生産期間、時間の短縮改善 【図解】 生産性を如何に上げるか!~生産ロスの分析、対策 生産ロスとは? あるべき生産時間と現状の生産時間のギャップが生産ロスである。 現状の生産時間の集計値とあるべき生産時間を明らかにすれば、生産ロスは顕在化 します。 生産ロスの種類 生産期間短縮...2018.10.23工場改善
物流改善初心者向け物流管理に関する基本知識を徹底解説【図解】 流通、物流、商流の定義 わたしたちの生活は、さまざまなモノを生産し、それを消費することで成り立っています。生産者と消費者を結ぶ経済機能のことを、流通といいます。 流通は、商流(商的流通)と物流(物的流通)に大きく分けられます。 商流とは、所...2018.06.20物流改善
改善資料【図解】品質、生産性向上に貢献する工場改善の教育資料 フリー 社内教育として使用できるパワーポイント、PDFで作成した『ものづくり』『カイゼン』等教育資料が無料で閲覧できます。 また、資料をダウンロードしたい場合は一度、該当する改善資料ページのスライドシェア(slideshare)サイトに移動しでダウ...2018.03.07改善資料
IE手法ものづくりのタイム管理 工場における時間管理 リードタイム、サイクルタイム、標準タイム、タクトタイムの説明 標準時間 structure of standard time その仕事に適正を持ち、習熟した作業者が、所定の作業条件の基で必要な余裕を持ち、正常な作業ペー...2016.11.15IE手法
病院&介護の改善病院、クリニック改善 カイゼン 医療現場の改善 モチベーションがカイゼンの源 ある病院では自動再来受付機で手続きをすると手帳大のポケベルが出てきます。これを持っ ていれば、院内のカフェやコンビニエンスストア、書店など、どこにいても順番が近づいてき た時に音で知らせてくれる...2016.10.30病院&介護の改善
工場レイアウト改善工場レイアウト作成ソフトの使い方、選び方 工場 レイアウト 作成ソフトとは 「工場レイアウト作成ソフト」とは、工場内の設備、作業ライン、搬送経路などの配置を計画・設計するための専用ソフトウェアのことです。製造業などで使われ、作業効率の向上や安全性の確保、省スペース化などを目的として...2016.10.30工場レイアウト改善
ムリ・ムダ・ムラムダ取り 実践 ムダ取り 実践 「以下のコンテンツについては、『すぐに使えるトヨタ生産方式 導入・実践ノウハウ集』(著者:竹内鉦造)から抜粋したものであります」 ムダ取りとは 運搬のムダに対する考え方 工程分析の単位でムダを見ていくと、加工(または作業)、...2016.10.29ムリ・ムダ・ムラ
 IE手法IE手法
IE手法IE手法 IE手法
IE手法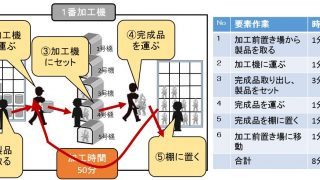 IE手法
IE手法 工場改善
工場改善 物流改善
物流改善 改善資料
改善資料 IE手法
IE手法 病院&介護の改善
病院&介護の改善 工場レイアウト改善
工場レイアウト改善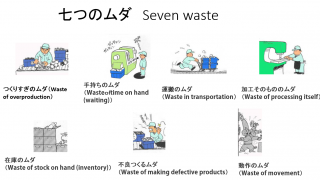 ムリ・ムダ・ムラ
ムリ・ムダ・ムラ